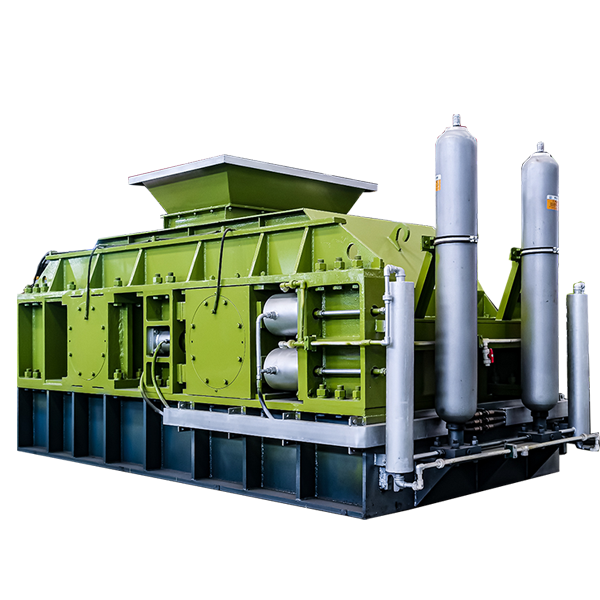
当化工原料中水分含量超过3%时,其处理通常需要特殊的精细加工来确保后续工艺的稳定性和产品质量。这种情况下,双级无筛底粉碎机凭借其强大的破碎能力和适应性,成为了高效破碎化工原料的理想工具。
一、湿料破碎挑战
1、水分影响:高水分物料在破碎过程中容易产生粘连,导致设备运行不顺畅,甚至可能损坏设备。
2、粉尘控制:水分可能导致大的粉尘生成,对环境和操作人员健康构成潜在风险。
3、能耗增加:水分的存在可能需要额外的能量来克服其流动性,影响整体破碎效率。
4、产品质量影响:湿物料破碎后可能会有残留水,这在某些化学反应或者产品应用中是不可接受的。

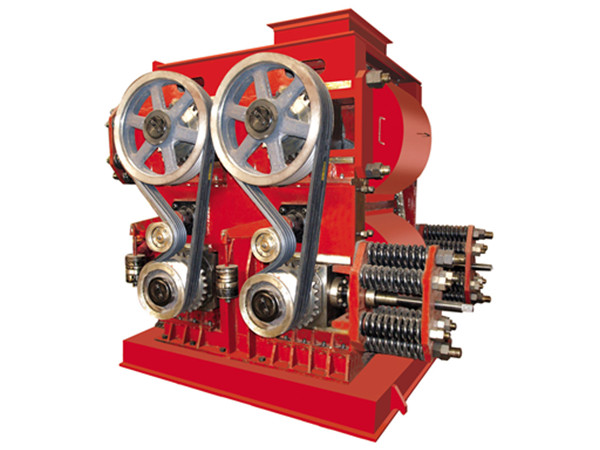
二、双级无筛底粉碎机的优势
1、干湿分离:双级设计允许物料在进入前进行初步干燥,有效减少水分对设备的影响。
2、防粘连技术:特殊设计可以防止湿料在运转过程中粘附于粉碎机内部,保证设备的正常运行。
3、低粉尘操作:无筛底结构减少了水分和物料混合产生的粉尘,符合环保要求。
4、稳定破碎性能:即使含有大量水分,也能保持均匀破碎,满足不同粒度需求。
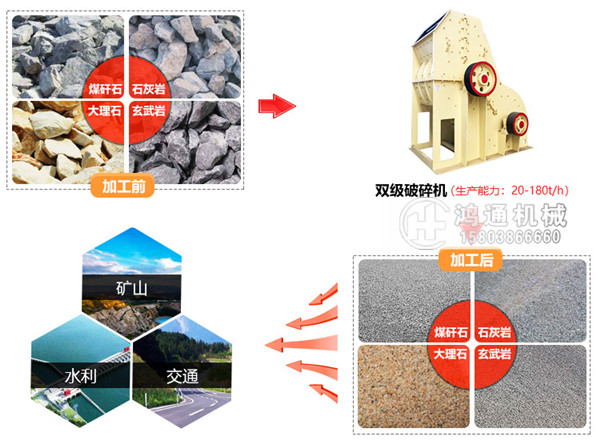
5、适应性广泛:对于各种化学原料,无论其硬度或粘性程度如何,都能提供良好的破碎效果。

总之,无论化工原料的种类如何,只要其水分含量超过3%,采用双级无筛底粉碎机进行破碎都能有效解决湿料难题。这种设备能够帮助您保持稳定的生产效率,同时满足严格的环保标准。在选择时,建议根据具体物料特性及需求与专业设备供应商进行咨询。

鸿通机械生产的双级无筛底粉碎机集科研、生产、销售和售后与一体化运作模式,要更实惠些,同时建立了现代化检测基地,质量更放心。如有购买意愿可来鸿通机械带料试机参观。联系电话:13849116116。